L’impression 3D a révolutionné la manière dont nous fabriquons des objets, mais lorsqu’il s’agit de créer une pièce étanche, les choses se compliquent. Que ce soit pour contenir un liquide, empêcher l’air de s’échapper ou tout simplement éviter que la pièce ne s’abîme à cause de l’humidité, l’étanchéité est un enjeu important — et souvent sous-estimé — dans le monde de la fabrication additive.
Dans cet article, vous allez découvrir pourquoi rendre une impression 3D étanche est un défi, quels sont les bons réglages à adopter, les techniques de finition qui font la différence et quels produits peuvent vraiment améliorer les résultats. Que vous imprimiez en PLA, PETG, ABS ou même en résine, vous trouverez ici des conseils concrets et applicables immédiatement.
Pourquoi l’étanchéité des impressions 3D est un sujet délicat
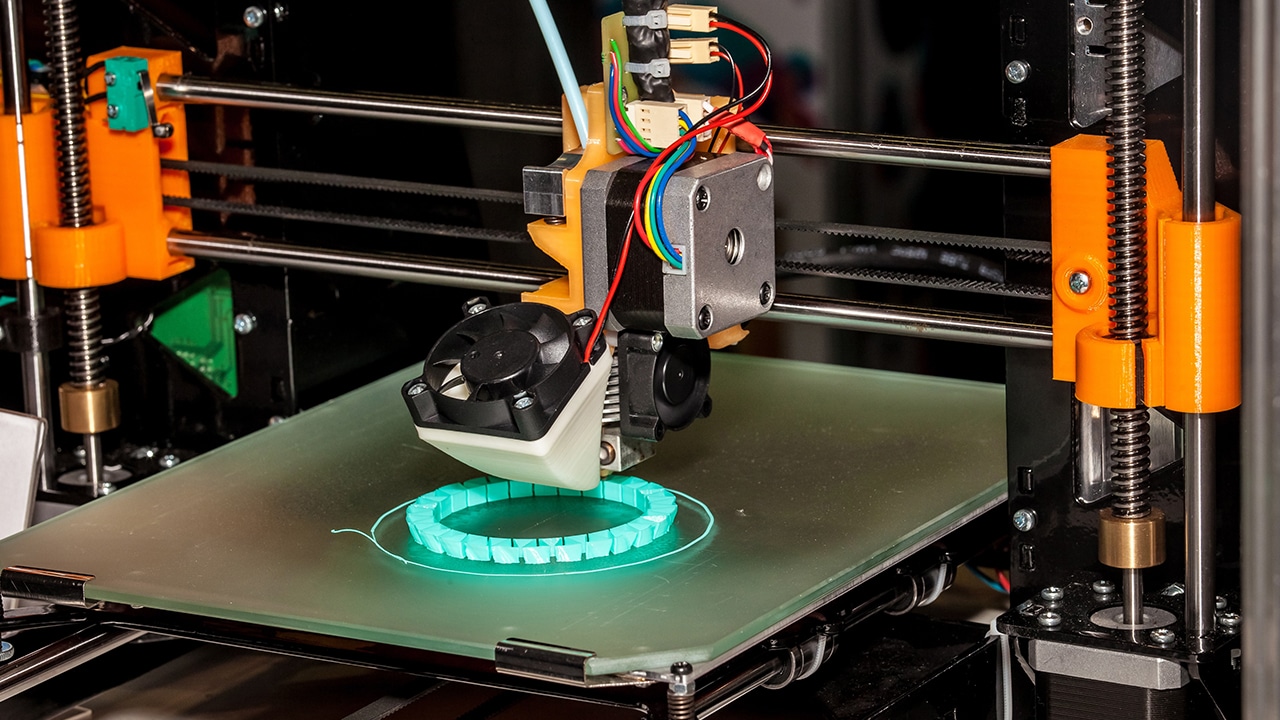
La plupart des imprimantes 3D fonctionnent par dépôt de matière (FDM) ou par photopolymérisation (SLA). Dans les deux cas, les objets sont fabriqués couche par couche. Et c’est justement cette stratification qui crée des microsillons et des micro-espaces entre les couches, rendant l’objet naturellement poreux.
Ces microfuites sont souvent imperceptibles à l’œil nu, mais elles suffisent à laisser passer des liquides ou des gaz. Cela peut être problématique pour de nombreuses applications :
- Réservoirs ou contenants (ex : bouteilles, récipients alimentaires, vases)
- Circuits pour liquides ou air
- Pièces mécaniques exposées à l’humidité ou à des pressions
- Applications électroniques nécessitant une isolation
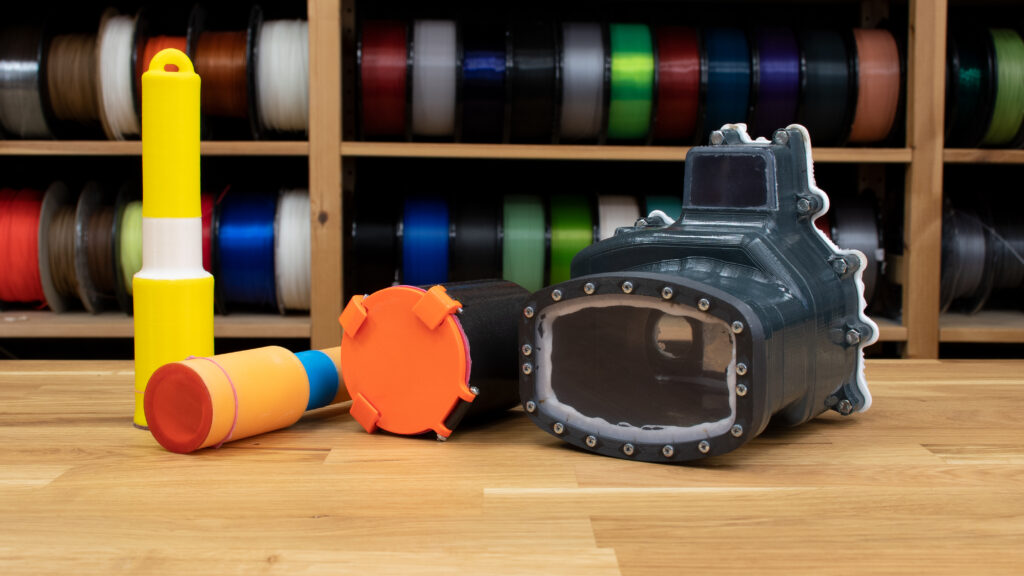
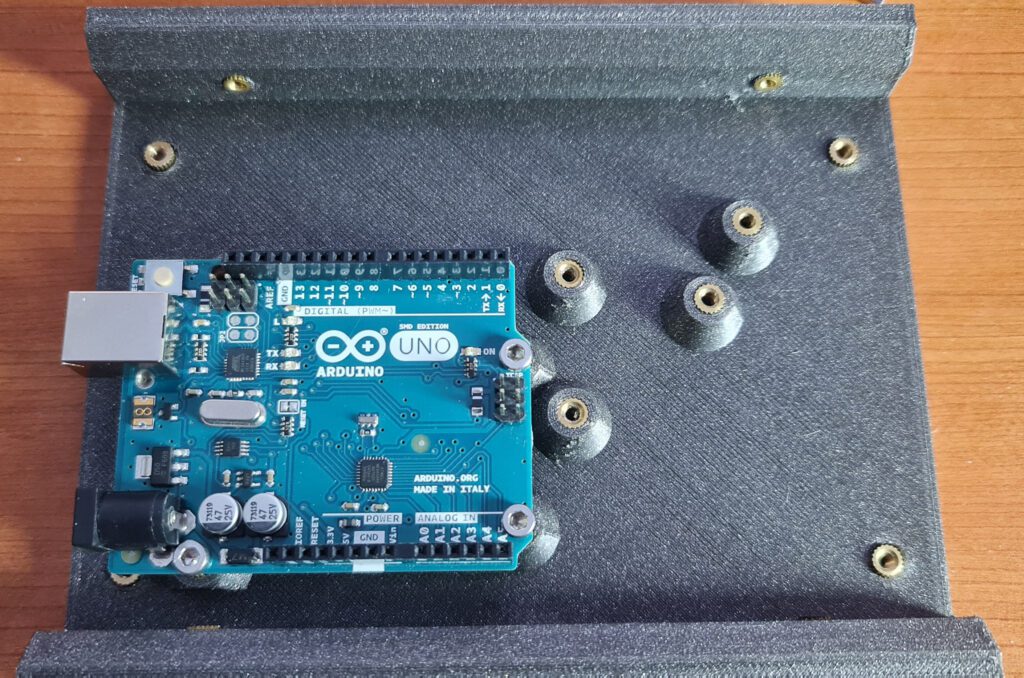
 Étanchéité des impressions 3D à dépôt de filament FDM sur plusieurs pièces imprimées en 3D (source : Prusa Research)
Étanchéité des impressions 3D à dépôt de filament FDM sur plusieurs pièces imprimées en 3D (source : Prusa Research)
De plus cette porosité peut amener à l’apparition de moisissures sur certains objets imprimer en 3D, notamment sur les pièces imprimées en PLA.
 Saletés dans les pores et interstices d’un filament PLA en extérieur et fragilisation de la pièce due à l’humidité
Saletés dans les pores et interstices d’un filament PLA en extérieur et fragilisation de la pièce due à l’humidité
Le bon choix de matériau et des réglages fins ne suffisent pas toujours. Heureusement, il existe des techniques pour renforcer l’étanchéité, que nous allons voir en détail.
Adopter les bons paramètres d’impression
La première chose à faire lorsqu’on imprime un objet destiné à être étanche, c’est d’optimiser les paramètres de son impression. Pour cela nous allons pousser certains paramètres dans leurs retranchements pour obtenir une bonne base pour notre pièce qui va durer dans le temps.
Imprimer à une température et un débit plus élevés
En premier, la température : Augmenter légèrement la température d’extrusion permet une meilleure fusion entre les couches. Cette fusion plus homogène réduit les interstices susceptibles de laisser passer des fluides.
Exemple : pour un PLA s’imprimant entre 200 et 210°C, on va privilégier une température d’extrusion entre 210 et 215°C.
Ensuite, on optimise le débit : Augmenter le débit de filament à 105-110% permet de combler les interstices et la porosité due à l’impression 3D.
Exemple : si le système d’extrusion « claque » à 110%, on descend à 105%. Si ça claque toujours, on descend à 103% puis 102%. Le réglage peut se faire en pleine impression sur la majorité des imprimantes 3D.
⚠️ Attention cependant à ne pas dépasser les limites du matériau : une température trop élevée peut provoquer du stringing (apparition de microfilaments), de la sur-extrusion (débordement de plastique) ou un affaissement des détails tandis qu’une augmentation de débit de filament peut mener à un bouchage de tête d’impression.
Augmenter l’épaisseur des parois et le nombre de couches
Plus il y a de matière, plus la pièce sera robuste et moins poreuse. C’est aussi simple que ça.
- Épaisseur des murs ou des parois : Privilégiez au moins 1,2 mm – 1,6 mm (soit 3 – 4 lignes de paroi avec une buse de 0,4 mm).
- Couches supérieures/inférieures : Passez à 5 ou 6 couches minimum, surtout pour un contenant. Evitez les remplissages concentriques des couches qui ont tendences à fragiliser le milieu.
- Remplissage : Un remplissage plus dense n’assure pas l’étanchéité à lui seul, mais il soutient les couches supérieures et évite les poches d’air internes. Si votre pièce nécessite peu de remplissages (contenants, pots et vases), vous pouvez mettre ce paramètre à 100%. Si cela impacte trop le temps d’impression, descendez à 20-30%.
Utiliser le mode vase (spiralisation du contour)
Pour certains objets (comme les vases ou les récipients cylindriques), le mode « vase » ou « spiraliser le contour » peut être une solution élégante. Il supprime les interruptions de couches et crée une paroi continue sans jonction, ce qui limite drastiquement les fuites. À noter que cette méthode ne convient qu’aux géométries spécifiques (formes ouvertes sans ponts, imprimable sans lever de buse).
 Swirl Flower Vase en impression 3D étanche avec le mode « spiralisation des contours extérieurs » (Vase mode)
Swirl Flower Vase en impression 3D étanche avec le mode « spiralisation des contours extérieurs » (Vase mode)
Le lissage : une solution complémentaire efficace
Même avec des réglages optimisés, une impression peut présenter des microfissures. C’est là que le post-traitement entre en jeu pour améliorer l’étanchéité.
Le lissage par ponçage
Poncer la surface externe permet de refermer certaines imperfections. Associé à un apprêt ou à une peinture, le résultat est plus homogène.
Pour les pièces en PLA ou PETG, un ponçage avec des papiers de ponçage aux grains successifs de 200 à 1500-3000 permet une finition plus lisse.
En montant jusqu’à des grains très fins de 1500 et plus, la pièce perds son aspect « imprimé en 3D » et la pièce commence « à repousser » naturellement l’eau.
Post-Traitement d’une pièce en ABS avec un ponçage jusqu’au grain 1000
Le lissage par ajout de matière
Certaines solutions de coating (à comprendre « revêtement ») permettent de sceller la surface :
- XTC-3D : une résine époxy spécifique pour impressions 3D, très efficace pour combler les pores.
- Résine UV : en fine couche, elle peut être appliquée au pinceau puis polymérisée aux UV. Si vous êtes utilisateur d’imprimante 3D SLA, vous pouvez utiliser vos résines d’impression 3D ici.
- Résines époxy classiques : parfois utilisées pour un revêtement interne de contenants.
L’application doit être régulière pour éviter les poches d’air. Plusieurs couches fines sont souvent préférables à une couche épaisse.
Lissage au XTC-3D, produit spécialisé dans le lissage des impressions 3D
Pour une étanchéité assurée et une finition professionnelle, le mieux est de privilégier un lissage par ponçage + un lissage par ajout de matière. Pour plus d’informations à ce sujet, mon article sur le lissage des pièces imprimées en 3D vous guidera avec plus de précision.
Les produits spécialisés dans l’étanchéité des impressions 3D
Des fabricants proposent des produits formulés spécifiquement pour améliorer l’étanchéité des pièces imprimées. C’est le cas de Nanovia Plastimperm F10, un revêtement technique conçu pour les pièces FDM ou composites.
 Imperméabilisant Nanovia PlastimPerm F10 pour rendre son impression 3D étanche et repousser les liquides
Imperméabilisant Nanovia PlastimPerm F10 pour rendre son impression 3D étanche et repousser les liquides
Ce type de produit crée une barrière étanche à l’eau, à l’air, voire à certains produits chimiques, tout en maintenant une certaine souplesse. Il est idéal pour les pièces mécaniques ou les éléments utilisés en extérieur.
D’autres solutions existent :
- Vernis polyuréthane (PU)
- Revêtements silicone ou caoutchouc liquide
- Mastics compatibles 3D (attention à l’adhérence sur PLA !)
Le choix dépendra de votre application finale : alimentaire, mécanique, chimique, esthétique…
Le TPU (ou tout filament flexible) est un cas à part lorsqu’on cherche à obtenir une impression 3D étanche.
Bien que le TPU soit un matériau dense, son impression crée des microfissures entre les couches, surtout si l’adhésion est imparfaite. Il peut résister à des éclaboussures, mais ne garantit pas une vraie étanchéité sans post-traitement.
Sa souplesse naturelle et sa texture le rendent plus difficile à lisser, à post-traiter ou à rendre parfaitement hermétique.
Pourtant, il existe des solutions.
 Cas d’utilisation d’un filament flexible utilisé dans un contexte humide et en extérieur
Cas d’utilisation d’un filament flexible utilisé dans un contexte humide et en extérieur
Optimiser les réglages dès l’impression pour les flexibles étanches
Les réglages d’impression pour des pièces TPU étanches sont très semblables aux paramètres généraux des impressions 3D étanches :
- Température d’extrusion légèrement plus élevée (dans la limite du fabricant) pour favoriser une meilleure fusion entre les couches.
- Débit augmenté à 105-110 % pour bien “bourrer” les interstices.
- Multiplier les parois (3 à 4 murs) et utiliser un remplissage dense (80 à 100 %).
- Utiliser une buse plus large (0.6 mm) permet de déposer plus de matière à chaque couche, ce qui améliore l’adhésion et réduit les fuites potentielles.
Appliquer un revêtement souple et étanche pour les TPU flexibles
Les traitements classiques (résine UV, XTC-3D…) ne sont pas adaptés : trop rigides, ils craquent à la flexion. Il vaut mieux préférer des revêtements souples comme :
- Plasti Dip (revêtement caoutchouc en bombe) : étanche, souple, et simple à appliquer. Initialement prévu pour des covering de carrosserie, le Plasti Dip possède une certaine élasticité une fois sec.
- UHU Aqua étanche : il s’agit d’un équivalent au Plasti Dip résistant à l’eau uniquement.
- Résines polyuréthanes flexibles (comme la gamme Smooth-On Flex ou Brush-On) : très efficaces, mais plus techniques à utiliser.
- Latex liquide : facile à poser, mais moins durable dans le temps.
 Utilisation du Plasti Dip pour étanchéifier et protéger une pièce. De plus, la pièce a dorénavant un « rendu caoutchouc »
Utilisation du Plasti Dip pour étanchéifier et protéger une pièce. De plus, la pièce a dorénavant un « rendu caoutchouc »
💡 Astuce : toujours tester sur une chute de filament pour vérifier l’adhérence du produit.
Ajouter une protection externe à vos pièces imprimées en flexibles
Si la pièce n’a pas besoin d’être flexible partout :
- Crée une coque rigide (en PETG, ASA…) qui isole le TPU de l’eau.
- Utilise un film ou un sac thermorétractable ou une gaine étanche autour de la pièce.
Les gaines thermorétractables pour câbles peuvent aussi aider à protéger les pièces cylindriques.
Le lissage thermique pour pièces imprimées en flexible (optionnel)
Certains makers expérimentés chauffent légèrement leurs pièces en TPU avec un décapeur thermique ou un four à basse température. Cela permet de fermer les micro-fissures à la surface.
⚠️ Attention : cette méthode est délicate, et le TPU peut fondre ou se déformer rapidement. À tester uniquement sur des pièces sacrifiables.
Quelques réponses aux questions fréquentes
Comment être sûr de rendre une impression 3D étanche à 100% ?
Le meilleur moyen de rendre une impression 3D 100% étanche est d’imprimer plus chaud avec des parois épaisses, puis de post-traiter la pièce avec lissage + ajout d’une solution d’imperméabilisation (plusieurs couches de résines à appliquer au pinceau). Pour terminer, l’ajout d’une fine couche de Nanovia Plastiperm permettra à votre pièce de repousser toute molécule liquide et de protéger définitivement votre pièce imprimée en 3D.
Peut-on rendre une impression en PLA étanche ?
Oui, mais cela demande un bon lissage ou un revêtement adapté. Le PLA étant plus sensible à l’humidité, une finition protectrice est indispensable, surtout si la pièce imprimée est exposée à l’humidité.
Une pièce imprimée en 3D destinée à l’extérieur a-t-elle forcément besoin d’être étanchéifiée ?
Ce n’est pas obligatoire, mais je recommande fortement l’utilisation d’étanchéifier vos pièces si elles sont destinées à rester en extérieur sur le long terme.
Pour une exposition extérieure au soleil, je vous recommande l’utilisation de filaments ASA, résistants aux UVs et moins sensible à l’humidité et à la moisissure que le PLA.
Quel matériau est naturellement plus étanche ?
Le PETG, l’ABS et l’ASA offrent une meilleure adhérence inter-couches que le PLA. Certains filaments techniques (PA, PC) sont aussi plus adaptés, mais plus complexes à imprimer.
Peut-on lisser du TPU comme du PLA ?
Pas vraiment. Le ponçage est possible, mais laborieux, et la chaleur doit être utilisée avec précaution. Le lissage chimique n’existe pas pour le TPU comme pour l’ABS ou l’ASA. L’amélioration de surface passe surtout par des revêtements adaptés.
L’humidité favorise-t-elle la moisissure sur du TPU imprimé ?
Oui, surtout si la pièce est utilisée en extérieur, dans un environnement humide, et qu’elle retient de l’eau (cavités, aspérités, etc.). Il est donc utile de protéger la pièce avec un revêtement, ou de la concevoir de manière à éviter la stagnation d’eau.
Une impression SLA à résine liquide est-elle étanche ?
En théorie oui, car la résine est photopolymérisée en bloc, mais certaines impressions peuvent présenter des bulles ou être poreuses si la pièce n’est pas bien nettoyée ou post-traitée.
Peut-on imprimer un récipient étanche en 3D ?
Oui, c’est possible d’imprimer de simples récipients en gardant une bonne étanchéité grâce aux modes d’impressions « Vase » ou « Spiraliser les contours extérieurs » qui sont présents sur la plupart des slicers d’impression 3D.
Le TPU est-il naturellement étanche une fois imprimé ?
Pas totalement. Bien que le TPU soit un matériau dense, son impression crée des microfissures entre les couches, surtout si l’adhésion est imparfaite. Il peut résister à des éclaboussures, mais ne garantit pas une vraie étanchéité sans post-traitement.
Comment tester l’étanchéité d’une pièce ?
Remplir la pièce d’eau, la soumettre à une légère pression (souffler dedans ou aspirer) et vérifier l’apparition de gouttes ou de bulles d’air est une méthode simple pour vérifier l’étanchéité.
Pour un test plus approfondi, vous pouvez utiliser de l’alcool isopropylique à 99%, moins dense que de l’eau, l’alcool passera « plus facilement » au travers des porosités de votre impression 3D.
En conclusion : maîtriser l’étanchéité, c’est maîtriser l’impression 3D
Rendre une impression 3D étanche demande une combinaison de bonnes pratiques : des réglages précis, un bon choix de matériau, des techniques de lissage efficaces et parfois l’utilisation de produits spécialisés. Il n’y a pas de solution universelle, mais un éventail d’options à adapter selon le projet.
Vous souhaitez aller plus loin et maîtriser toutes les subtilités de l’impression 3D, de la conception jusqu’au post-traitement ? Découvrez notre formation “Imprimer en 3D comme un Pro”, ou le Pack Parcours FDM, pour faire passer vos impressions 3D au niveau supérieur.
























 Étanchéité des impressions 3D à dépôt de filament FDM sur plusieurs pièces imprimées en 3D (source :
Étanchéité des impressions 3D à dépôt de filament FDM sur plusieurs pièces imprimées en 3D (source :  Saletés dans les pores et interstices d’un filament PLA en extérieur et fragilisation de la pièce due à l’humidité
Saletés dans les pores et interstices d’un filament PLA en extérieur et fragilisation de la pièce due à l’humidité
 Post-Traitement d’une pièce en ABS avec un ponçage jusqu’au grain 1000
Post-Traitement d’une pièce en ABS avec un ponçage jusqu’au grain 1000 Lissage au
Lissage au  Imperméabilisant
Imperméabilisant 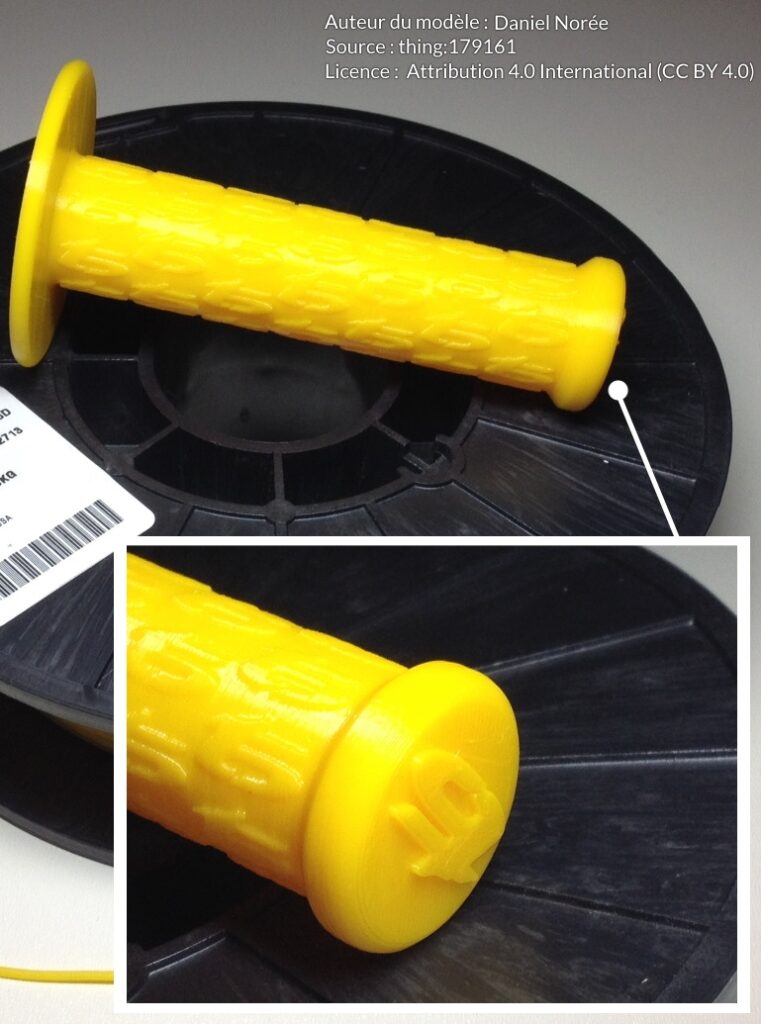 Cas d’utilisation d’un filament flexible utilisé dans un contexte humide et en extérieur
Cas d’utilisation d’un filament flexible utilisé dans un contexte humide et en extérieur Utilisation du
Utilisation du 






0 commentaires