L’orientation d’une pièce avant impression 3D FDM est une étape cruciale, bien plus importante qu’un simple positionnement sur le plateau. Elle influence directement la précision dimensionnelle, la solidité, le temps d’impression et la qualité de surface de vos pièces. Contrairement à une idée reçue, la meilleure précision en FDM ne se trouve pas sur l’axe Z (vertical), mais bien sur le plan XY (horizontal).
Cependant, l’axe Z joue un rôle important pour l’affichage des détails. En tant qu’auteur de L’impression 3D FDM : le guide complet pour vos impressions 3D et formateur Imprimeur3DPro, je vais vous guider à travers les bonnes pratiques.
Pourquoi l’orientation impression 3D est-elle si importante ? (Les 4 facteurs clés)
L’orientation de votre modèle 3D, ou l’orientation impression 3D, a un impact majeur sur quatre aspects fondamentaux :
- La Précision Dimensionnelle : Obtenir des dimensions exactes est essentiel, surtout en contexte pro.
- La Solidité Mécanique : La résistance (traction, flexion…) dépend de l’orientation des couches.
- Le Temps d’Impression : Une bonne orientation peut réduire le temps (et le coût).
- La Qualité de Surface : L’orientation influence l’aspect visuel et tactile (effet « escalier »).
1. Optimiser la précision et les détails : L’importance du plan XY et de l’axe Z
En impression 3D FDM, le plan horizontal (axes X et Y) est généralement plus précis que l’axe Z (hauteur). Cependant, l’axe Z joue un rôle crucial pour la finesse des détails.
- Privilégiez le Plan XY pour les Dimensions Critiques : Orientez les dimensions les plus importantes de votre pièce, et les surfaces nécessitant la plus grande précision, sur les axes X et Y. La plus grande surface de la pièce doit, si possible, reposer sur le plateau.
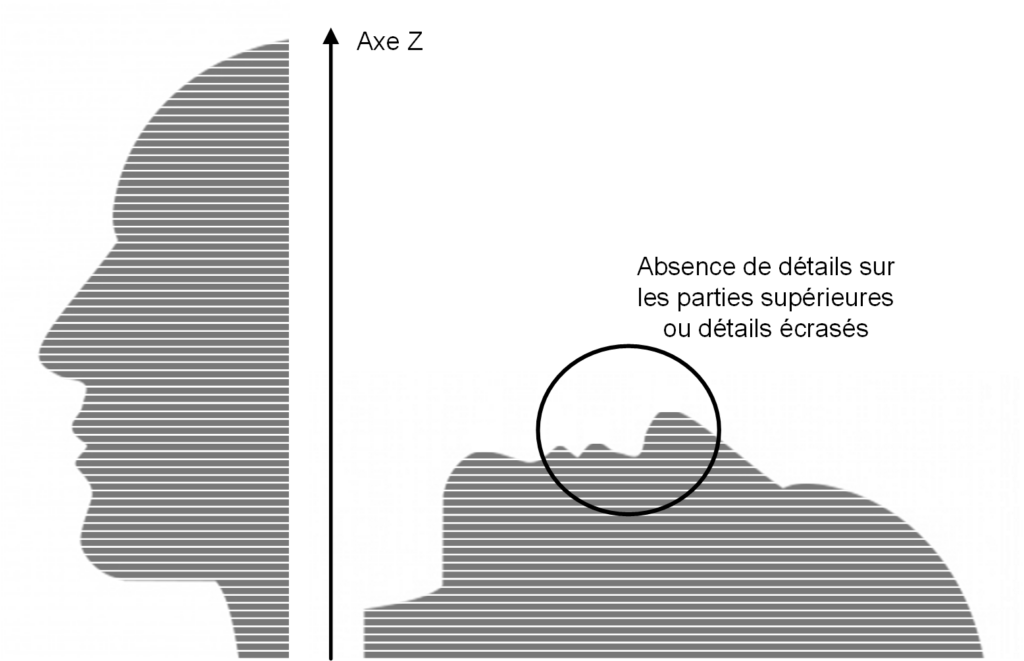
- Exploitez l’Axe Z pour les Détails : Comme expliqué dans mon livre L’impression 3D FDM : le guide complet pour vos impressions 3D, faites apparaître les détails les plus importants de votre pièce le long de l’axe Z. Les détails seront formés par les contours précis des couches imprimées dans le plan XY.
 Exemple de l’impression d’un buste demandant de la précision sur les détails du visage
Exemple de l’impression d’un buste demandant de la précision sur les détails du visage
- Surface de Contact : Maximisez la surface de contact pièce/plateau pour plus de stabilité.
- Première Couche : Compensez l’écrasement de la première couche (logiciel ou radeau).
- Porte à faux : Limitez l’angle à 45° pour éviter tout ajout de supports pouvant détériorer la finition de votre pièce.
2. Maximiser la solidité : L’orientation des couches, un facteur déterminant
La liaison intercouche est le point faible en FDM. L’orientation des couches, et donc l’orientation en impression 3D est primordiale pour la résistance.
Il faut donc se poser la question des contraintes et anticiper les différentes forces que votre pièce va subir : les forces de traction, de flexion et de compression.
Règle fondamentale de traction
Pour une pièce soumise à une traction, les lignes d’impression (le trajet du filament déposé) doivent être dans la même direction que la force appliquée. La force se répartit ainsi sur la longueur des filaments, et non sur la liaison intercouche, qui elle est plus fragile.
 L’effort de traction est partagé avec les lignes d’impression dans ce sens, le poids pouvant être soutenu par la pièce est plus élevé
L’effort de traction est partagé avec les lignes d’impression dans ce sens, le poids pouvant être soutenu par la pièce est plus élevé
Règle fondamentale de compression
Dans le cas d’une force de compression, de serrage ou soumise à un poids, les couches devront être perpendiculaires à la direction de la force appliquée.
 Cas d’école d’une équerre d’étagère imprimée en 3D
Cas d’école d’une équerre d’étagère imprimée en 3D
La faiblesse intercouche
Il est important d’éviter que les efforts mécaniques se produisent sur une couche dont la tenue n’est garantie que par sa liaison intercouche à la couche supérieure. Si l’effort est trop important ou que les contraintes techniques sont fortes à des fréquences élevée, il y a une casse de la pièce.
 Exemple d’une pièce soumise à une traction perpendiculaire au dépôt des couches
Exemple d’une pièce soumise à une traction perpendiculaire au dépôt des couches
La solidité de la liaison intercouche dépendra fortement du matériau utilisé. Selon les projets, le choix du matériau à imprimer est crucial pour la résistance.
3. Réduire le temps d’impression : minimiser les supports
Le temps, c’est de l’argent. Une bonne orientation impression 3D réduit le besoin de supports, donc le temps d’impression et de post-traitement.
- Évitez les supports autant que possible : Ils sont nécessaires pour les porte-à-faux, mais une orientation astucieuse peut souvent les éliminer.
- Angle critique : En FDM, un angle de 45° (par rapport à la verticale) est souvent la limite sans support (variable selon l’imprimante et le matériau).
- Si vous ne pouvez vous passer des supports : Privilégiez, si vous le pouvez et si votre pièce est adaptée, les supports en arborescence. Ces supports demandent généralement moins de matière pour une meilleure finition.
 Ici, les supports en arborescence garantissent une impression de qualité
Ici, les supports en arborescence garantissent une impression de qualité
- Optimisez le refroidissement de votre pièce : Pour des matériaux comme du PLA ou du PETG, augmenter la ventilation vous permettra d’imprimer des surfaces dans le vides sans supports. Plus la ventilation de l’impression sera performante, plus vous pourrez imprimer « dans le vide » sans supports. Cette opération peut engendrer une modification matérielle sur votre tête d’impression (modification des conduits de ventilation et/ou changement de ventilateur).
4. Améliorer la qualité de surface : maîtriser l’effet « Escalier »
L’orientation, lors de l’impression 3D, a un impact direct sur l’aspect final :
- Effet « Escalier » : Sur les surfaces inclinées, les couches créent cet effet. Orientez les surfaces planes importantes parallèlement au plateau pour le minimiser.
- Épaisseur de Couche : Des couches fines = moins d’effet escalier, mais plus de temps d’impression.
 Effet d’escalier visible sur une impression 3D FDM avec un diamètre de buse de 0,6mm
Effet d’escalier visible sur une impression 3D FDM avec un diamètre de buse de 0,6mm
L’orientation, un art subtil aux multiples facettes
L’orientation d’une pièce en impression 3D FDM est bien plus qu’une simple étape préparatoire. C’est un art subtil qui demande de jongler avec la précision, la solidité, le temps et l’esthétique. En maîtrisant ces principes, et en comprenant les subtilités de l’axe Z pour les détails, vous optimiserez vos impressions comme jamais.
Pour aller encore plus loin et maîtriser tous les aspects de l’impression 3D FDM, je vous invite à découvrir mon livre « L’impression 3D FDM : le guide complet pour vos impressions 3D » et ma formation Imprimer en 3D comme un Pro (FDM).
Et n’hésitez pas à partager vos questions et retours d’expérience en commentaire !
























 Exemple de l’impression d’un buste demandant de la précision sur les détails du visage
Exemple de l’impression d’un buste demandant de la précision sur les détails du visage 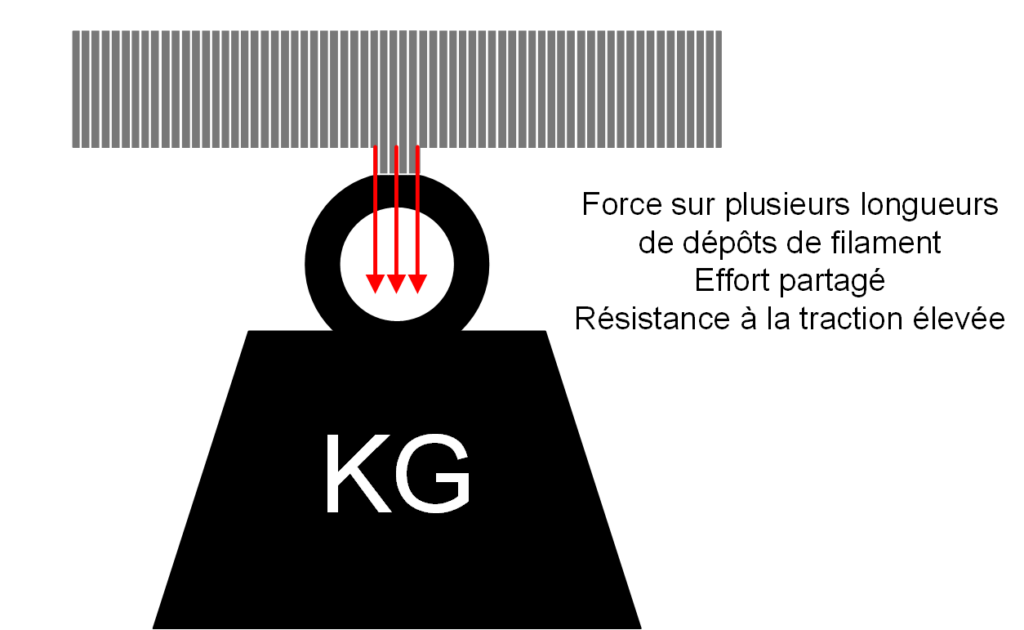 L’effort de traction est partagé avec les lignes d’impression dans ce sens, le poids pouvant être soutenu par la pièce est plus élevé
L’effort de traction est partagé avec les lignes d’impression dans ce sens, le poids pouvant être soutenu par la pièce est plus élevé Cas d’école d’une équerre d’étagère imprimée en 3D
Cas d’école d’une équerre d’étagère imprimée en 3D 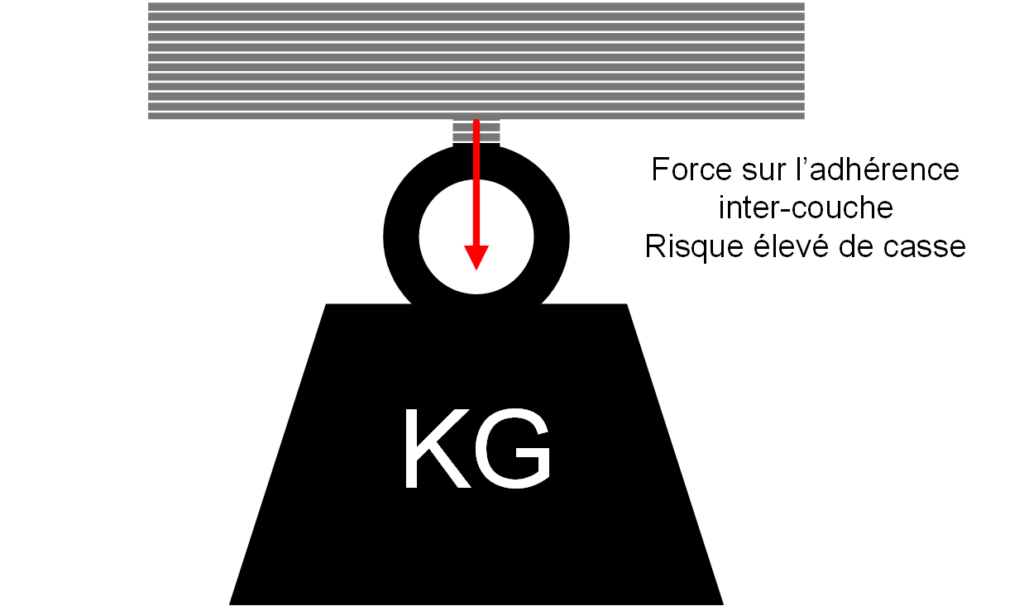 Exemple d’une pièce soumise à une traction perpendiculaire au dépôt des couches
Exemple d’une pièce soumise à une traction perpendiculaire au dépôt des couches 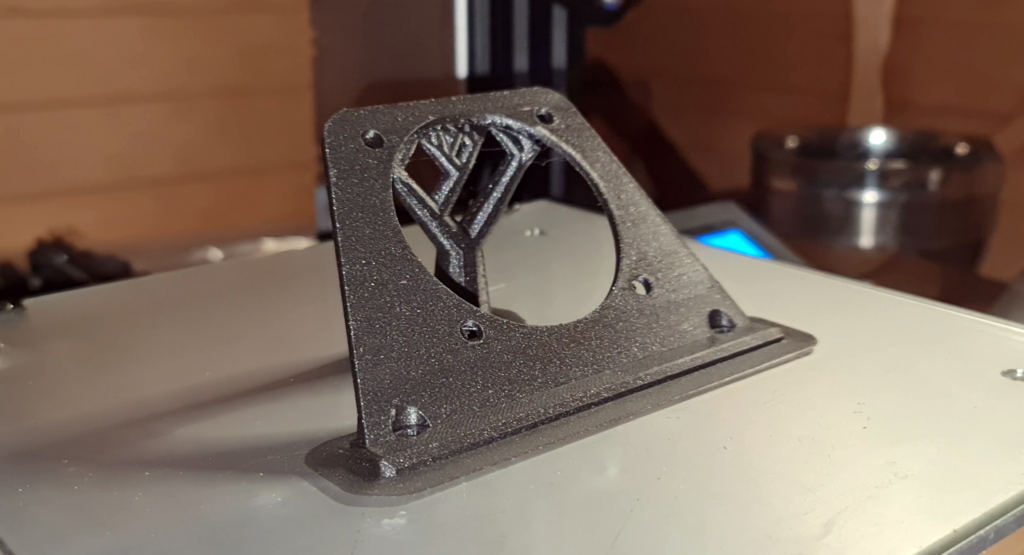 Ici, les supports en arborescence garantissent une impression de qualité
Ici, les supports en arborescence garantissent une impression de qualité Effet d’escalier visible sur une impression 3D FDM avec un diamètre de buse de 0,6mm
Effet d’escalier visible sur une impression 3D FDM avec un diamètre de buse de 0,6mm






0 commentaires